EXTRUSION OF METALS:
•
Extrusion is the process by which a
block/billet of metal is reduced in cross section by forcing it to flow through
a die orifice under high pressure
•
In general, extrusion is used to produce
cylindrical bars or hollow tubes or for the starting stock for drawn rod, cold
extrusion or forged products
•
Most metals are hot extruded due to large
amount of forces required in extrusion.
•
Complex shape can be extruded from the more
readily extrudable metals such as aluminum.


EXTRUSION PRODUCTS:
Typical parts produced by extrusion are trim
parts used in automotive
and construction applications, window frame
members, railings, aircraft structural parts.
Example: Aluminum extrusions are used in
commercial and domestic buildings for window
and door frame systems, prefabricated houses/building structures, roofing and
exterior cladding, curtain walling, shop fronts, etc.
CLASSIFICATION OF EXTRUSION:
There are several ways to classify metal
extrusion processes;
By direction
•
Direct / Indirect extrusion
•
Forward / backward extrusion
By operating temperature
•
Hot / cold extrusion
By equipment
•
Horizontal and vertical extrusion
1) i)DIRECT EXTRUSION:
•
Direct
extrusion, also known as forward extrusion, is the most common extrusion
process.
•
It
works by placing the billet in a heavy walled container
•
The
billet is pushed through the die by a ram or screw
•
There
is a reusable dummy block between the ram and the billet to keep them separated
•
The
major disadvantage of this process is that the force required to extrude the
billet is greater than that needed in the indirect extrusion process because of
the frictional forces introduced by the need for the billet to travel the
entire length of the container
•
Because
of this the greatest force required is at the beginning of process and slowly
decreases as the billet is used up
•
At
the end of the billet the force greatly increases because the billet is thin
and the material must flow radially to exit the die
•
The end of the billet (called the butt end) is
not used for this reason.


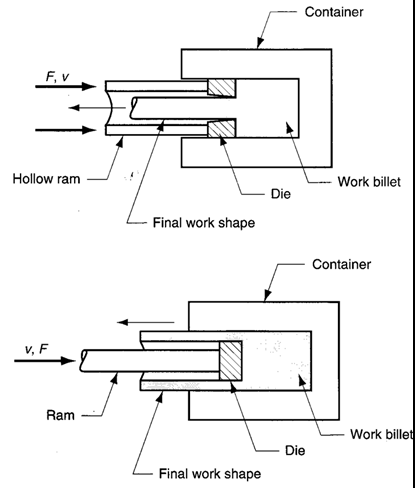
ii) INDIRECT EXTRUSION:
•
In
indirect extrusion, also known as backwards extrusion, the billet and container
move together while the die is stationary
•
The
die is held in place by a "stem" which has to be longer than the
container length
•
The
maximum length of the extrusion is ultimately dictated by the column strength
of the stem Because the billet moves with the container the frictional forces
are eliminated.
Advantages :
•
A
25 to 30% reduction of friction, which allows for extruding larger billets,
increasing speed, and an increased ability to extrude smaller cross-sections
•
There
is less of a tendency for extrusions to crack because there is no heat formed
from friction
•
The
container liner will last longer due to less wear
•
The
billet is used more uniformly so extrusion defects and coarse grained
peripherals zones are less likely.
Disadvantages :
•
Impurities
and defects on the surface of the billet affect the surface of the extrusion.
These defects ruin the piece if it needs to be anodized or the aesthetics are
important. In order to get around this the billets may be wire brushed,
machined or chemically cleaned before being used
2)

3) i) HOT EXTRUSION:
Hot extrusion is done at fairly high temperatures, approximately 50 to 75
% of the melting point of the metal. The pressures can range from 35-700 Mpa
•
The most commonly used extrusion process is
the hot direct process. The cross-sectional shape of the extrusion is defined
by the shape of the die
•
Due to the high temperatures and pressures
and its detrimental effect on the die life as well as other components, good
lubrication is necessary
•
Oil and graphite work at lower temperatures,
whereas at higher temperatures glass powder is used.
ii) COLD EXTRUSION:
Cold extrusion is the process done at room temperature or slightly
elevated temperatures. This process can be used for most materials-subject to
designing robust enough tooling that can withstand the stresses created by
extrusion
Metals that can be extruded: lead, tin, aluminum alloys, copper,
titanium, molybdenum, vanadium, steel.
cold extruded parts: collapsible tubes, aluminum cans, cylinders, gear
blanks
Advantages
• No oxidation takes place.
• Good mechanical properties due to severe cold working as long as the
temperatures created are below the recrystallisation temperature.
• Good surface finish with the use of
proper lubricants.
3)
HORIZONTAL AND VERTICAL EXTRUSION:
(15-50 MN capacity
or upto 140 MN)
•
Used
for most commercial extrusion of bars and shapes
Disadvantages:
•
Deformation
is non-uniform due to different temperatures between top and bottom parts of
the billet
•
Chiefly
used in the production of thin-wall tubing
Advantages:
•
Easier
alignment between the press ram and tools
•
Higher
rate of production
•
Require
less floor space than horizontal presses
•
uniform
deformation, due to uniform cooling of the billet in the container
•
Requirements:
•
Need
considerable headroom to make extrusions of appreciable length
•
A
floor pit is necessary




{kind=link}
1 Comments
Super
ReplyDelete